По запросу
- Модель: 2,3ПТ-45Д1
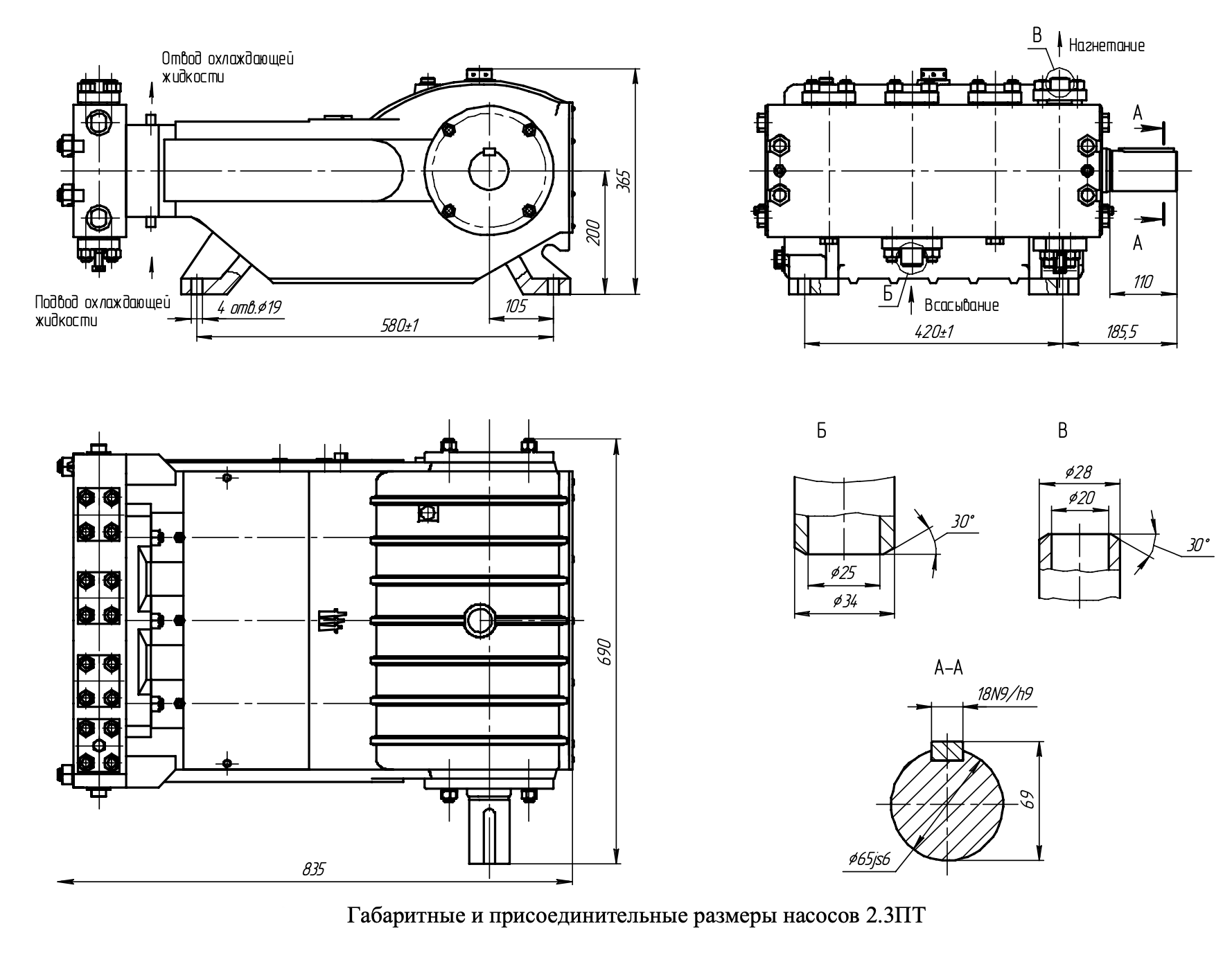
- Размеры (ДхШхВ), мм: 835.00x690.00x365.00
- Масса, кг: 355.00


По запросу
Насос трехплунжерный 2,3ПТ-45Д1 (аналог насоса КО-514.25.00.000) применяется на каналопромывочных машинах КО-502Б, КО-514, КО-502 и т.п.
Насосы трехплунжерные кривошипные 2.3ПТ предназначены также для перекачки жидкостей химически нейтральных к материалам гидравлической части с температурой от –45 до +150 С и кинематической вязкостью не более 8 см2/с, содержащих твердые неабразивные частицы в количестве не более 0,2% по массе и размером не более 0,2мм.
Насосы (агрегаты) выпускаются в климатическом исполнении У, УХЛ категории размещения 2, 3 или 4 по ГОСТ 15150-69.
Пример условного обозначения насоса насоса 2.3ПТ-45Д1–У3
Технические характеристики:
| Типоразмер насоса | 2.3ПТ-45 | |
| Подача, м³/ч | Мин. | 4,0 |
| Макс. | 8 | |
| Давление на выходе из насоса, МПа (макс./номин.) | 16 / 12.5 | |
| Частота вращения коленвала, об/мин | Мин. | 200 |
| Макс. | 500 | |
| Давление на входе, м | от -5 до +10 | |
| Исполнение | Д1 | |
| Мощность двигателя, кВт | без двигателя | |
| Масса, кг | 400 | |
Насос трехплунжерный горизонтальный 2.3ПТ состоит из приводной и гидравлической частей. Приводная и гидравлическая части предварительно центрируются между собой и фиксируются штифтами.
Приводная часть плунжерного насоса предназначена для преобразования вращательного движения коленчатого вала в поступательное движение плунжеров. Приводная часть насоса смонтирована в станине. Внутренняя полость станины закрывается крышкой на прокладке. В боковых расточках станины на двух роликовых подшипниках установлен коленчатый вал. Подшипники коленвала закрываются крышками. Выходной конца вала уплотнён манжетой, установленной в крышке. Коленчатый вал с помощью шатунов соединен с ползунами. Направляющие ползунов фиксируются от смещения крышкой. На крышках установлены обоймы с резиновыми манжетами, предохраняющими приводную часть от попадания пыли и выбрасывания масла наружу при работе насоса. Шатуны имеют в большой головке, закрепляемой на шейках коленвала, сменные вкладыши, а в малой головке втулки из антифрикционного материала. Смазка рабочих поверхностей приводной части производится разбрызгиванием масла кольцами, установленными на коленчатом валу. Для смазки приводной части насоса применяется масло редукторное синтетическое или полусинтетическое с классом вязкости не ниже 150. Масло заливается в картер станины в количестве 14 л через отверстие, закрытой сапуном. Сливается масло из станины через отверстие, расположенное в ее нижней части. Для контроля максимально допустимой температуры масла в нижней части станины имеется отверстие М27х2, в которое вворачивается датчик термометра ГОСТ8624-80. Направление вращения коленчатого вала указано на крышке.
Гидравлическая часть плунжерного насоса состоит из следующих основных деталей и узлов: гидроблока, плунжеров, узлов уплотнений, всасывающих клапанов, нагнетательных клапанов, предохранительного устройства. Уплотнение неподвижных соединений гидравлической части осуществляется уплотнительными кольцами из резины. Гидроблок является корпусом, в котором выполнены сверления, образующие проточную часть, и в котором установлены узлы рабочих клапанов и предохранительного устройства. На гидроблоке с помощью шпилек и фланцев закреплены всасывающий и нагнетательный патрубки. При транспортировке отверстия патрубков закрываются заглушками. Плунжеры соединены с ползунами приводной части посредством крышек, закрепляемых болтами. На хвостовой части плунжера установлены пята и кольцо опорное для компенсации смещения и перекоса осей. Полость должна быть постоянно заполнена водой или другой жидкостью, в том числе возможно и перекачиваемой, необходимой как для смазки сальниковых уплотнений, так и для предотвращения попадания воздуха в рабочие камеры цилиндров, при давлении на всасывании меньшем атмосферного (т.е. при вакууме). Охлаждение сальников рекомендуется производить при температуре перекачиваемой жидкости более 80 ̊С. При необходимости, вместо охлаждения можно производить обогрев сальников. Расход охлаждающей (обогревающей) жидкости зависит от температуры перекачиваемой жидкости и должна быть не менее 0,01 л/сек, давление не более 0,5 МПа. Подвод охлаждающей (обогревающей) жидкости должен осуществляться через нижние штуцерные соединения сальников, отвод ― через верхние. Всасывающие и нагнетательные клапаны установлены в расточках корпуса гидроблока и крепятся крышками.
Порядок работы
Перед пуском насоса открыть арматуру на всасывающей и нагнетательной линиях, проверить уровень масла в станине, затяжку резьбовых соединений, крепление защитных кожухов. Задвижкой на напорном трубопроводе установить рабочий режим. Во время работы следить за показаниями приборов, исправностью уплотнений, за подачей жидкости в сальники, а также за нагревом сальников, подшипников и за температурой масла в приводной части насоса. Нагрев масла в картере станины не должен превышать 80°С. Давление масла в системе смазки сальников, если она предусмотрена конструкцией, не должно быть меньше 0,05 МПа. Резкие колебания стрелок приборов, а также шум и вибрация характеризуют ненормальную работу насоса. В этом случае остановить насос и установить неисправность. По окончании работы остановить насос для чего: выключить двигатель, прекратить подачу жидкости в сальники. При кратковременных остановках работы насоса подачу жидкости в сальники не прекращать, закрыть все вентили на трубопроводах.
Техническое обслуживание
Техническое обслуживание через каждые 500 часов эксплуатации. Проверку уровня масла в станине производить ежедневно. Слить масло, промыть картер станины. Залить свежее масло. Техническое обслуживание через каждые 1400-1600 часов эксплуатации. Слить масло и промыть картер станины. Залить свежее масло в картер станины до уровня маслоуказателя. Разобрать сальниковые уплотнения, разобрать их, очистить сверления в деталях, отсоединить подводящие и отводящие трубки смазывающей жидкости и прочистить их. Поочередно отвести плунжера влево и вынуть рабочие клапана. Разобранные детали очистить от накипи. При необходимости клапаны и седла притереть, а пружины заменить. На рабочих поверхностях клапанов и седел не должно быть забоин и рисок, на пружинах–натиров. Плотность клапанов и седел проверить наливом керосина. Проверить регулировку предохранительного устройства. Разобрать его, при необходимости заменить вышедшие из строя детали. Плунжера, имеющие риски, зачистить и отполировать. Проверить затяжку шатунных болтов. При необходимости их подтянуть. Проверить состояние заземления. Техническое обслуживание через каждые 10-12 тыс. часов эксплуатации.
Выполнить работы, указанные в техническом обслуживании через 1400-1600 часов эксплуатации, а также:
КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ БЕЗ УЧАСТИЯ ПРЕДСТАВИТЕЛЯ ПРЕДПРИЯТИЯ–ИЗГОТОВИТЕЛЯ ПРОИЗВОДИТЬ РЕВИЗИЮ И РАЗБОРКУ НАСОСА (АГРЕГАТА) ДО ИСТЕЧЕНИЯ ГАРАНТИЙНОГО СРОКА СЛУЖБЫ, ЗА ИСКЛЮЧЕНИЕМ РАЗБОРКИ УЗЛОВ ГИДРАВЛИЧЕСКОЙ ЧАСТИ С ЦЕЛЬЮ ЗАМЕНЫ СМЕННЫХ ДЕТАЛЕЙ УПЛОТНЕНИЙ.
Если Вам нужна информация по товару или Вы хотите приобрести указанный товар, то просим обращаться в коммерческий отдел Пензгидропром по электронной почте: info@pzgp.ru или по телефонам:
Мы всегда на связи и будем рады ответить на все интересующие вас вопросы!